
 2026-05-28
2026-05-28 Toleranser mätt i tusendelar av en tum. Det är världen av precisions CNC-bearbetningsdelar — Komponenter tillverkade av datorstyrda verktygsmaskiner som tar bort material från ett fast arbetsstycke för att uppnå exakta dimensioner, ytfinish och geometriska egenskaper. Till skillnad från bearbetade delar för allmänt bruk, hålls precisions-CNC-komponenter till snäva toleranser, ofta inom ±0,001 tum (±0,025 mm) eller tätare, beroende på applikation.
Kärnan i processen är automatisering. En CAD-modell översätts till G-kodinstruktioner som styr axelrörelser, spindelhastigheter, matningshastigheter och skärdjup utan utrymme för manuell tolkning. Varje pass av skärverktyget följer en definierad bana, varför två delar som tillverkas med en veckas mellanrum på samma maskin blir dimensionellt identiska. Den repeterbarheten är det som gör CNC-precisionskomponenter oumbärliga inom flyg-, medicinsk utrustning, robotik, bil- och elektroniktillverkning.
Det som skiljer en "precisions"-del från en standardbearbetad del är inte bara snävare siffror på en ritning – det är hela produktionsmiljön: temperaturkontrollerade maskinrum, styvt balanserade verktyg, flerpunktsinspektionsprotokoll och materialcertifieringar från råvarulager. När en detalj spelar en strukturell eller funktionell roll i en större montering är precisions CNC-bearbetning nästan alltid det rätta valet.
Olika skäroperationer tjänar olika geometrier, och de flesta komplexa precisionsdetaljer kräver en kombination av processer. Att förstå vilken operation som producerar vilken funktion hjälper ingenjörer att skriva bättre ritningar och hjälper köpare att ställa smartare frågor när de skaffar delar.
Fräsning använder roterande flerpunktsskärverktyg för att ta bort material över plana eller konturerade ytor, slitsar, fickor och hål. 3-axlig fräsning hanterar de flesta prismatiska delar, medan 4-axliga och 5-axliga fräsmaskiner kan luta arbetsstycket eller spindeln för att nå underskärningar och komplexa krökta geometrier i en enda uppsättning – vilket minskar fixturfel som ackumuleras när en del måste flyttas om flera gånger.
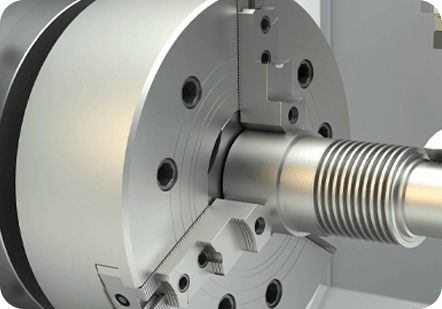
Vridning roterar arbetsstycket mot ett stationärt skärverktyg, vilket gör det till den första processen för cylindriska delar: axlar, bussningar, gängade fästelement, munstycken och beslag. Moderna CNC-svarvcentra inkluderar ofta levande verktyg - fräs- och borrtillbehör - så korshål, plana och kilspår kan läggas till i samma operation utan att flytta delen till en fräs.
Svarvar av schweizisk typ styr långa, smala stångstockar genom en styrbussning placerad mycket nära skärzonen. Eftersom materialet stöds precis vid snittet, uppnår dessa maskiner exceptionell rundhet och ytfinish på delar med liten diameter - tänk medicinska stift, tandimplantat, klockkomponenter och miniatyrventilskaft. Diametrar under 32 mm är den typiska sweet spot.
EDM eroderar material genom att använda kontrollerade elektriska gnistor snarare än mekanisk skärning. Wire EDM skär komplexa 2D-profiler genom härdat stål med praktiskt taget inga skärkrafter, vilket gör den idealisk för formhåligheter, punch-and-die-set och rymdturbinfunktioner som skulle avledas under konventionella verktyg. Det är långsammare än fräsning men når toleranser på ±0,0001 tum i hårda material.
När en detalj behöver en plan yta med ensiffrig Ra ytjämnhet eller sub-mikron dimensionell noggrannhet, tar ytslipning över från fräsning. En roterande slipskiva tar bort mikromängder material i passager mätt i tusendelar av en millimeter. Härdade verktygsstålkomponenter och precisionsmätblock är typiska kandidater.
Materialvalet påverkar bearbetbarhet, slutlig toleransförmåga, ytfinishkvalitet och detaljprestanda. Rätt material för en precisionsbearbetad komponent beror på mekaniska krav, driftsmiljö, viktmål och efterbearbetningsbehov.
| Material | Typiska applikationer | Styrkor | Överväganden |
|---|---|---|---|
| Aluminium 6061-T6 / 7075-T6 | Flyg- och rymdfästen, höljen, optiska fästen | Utmärkt bearbetningsförmåga, lätt, bra värmeledningsförmåga | Lägre hårdhet än stål; ytbehandling krävs ofta |
| Rostfritt stål 303 / 316 | Medicinska instrument, delar för livsmedelsbearbetning, marina tillbehör | Korrosionsbeständighet, biokompatibilitet | Arbetshärdar under skärning; kräver vassare verktyg |
| Titanium Grade 5 (Ti-6Al-4V) | Fästelement för flygindustrin, ortopediska implantat | Högt förhållande mellan styrka och vikt, utmärkt biokompatibilitet | Dålig värmeledningsförmåga orsakar verktygsslitage; långsamma skärhastigheter behövs |
| Mässing (C360) | Ventilhus, beslag, elektriska kopplingar | Enastående bearbetbarhet, låg friktion, korrosionsbeständig | Inte lämplig för högtemperatur- eller höghållfasta strukturella roller |
| TITTA | Utrustning för hantering av halvledare, medicinsk utrustning | Kemisk beständighet, utmärkta mekaniska egenskaper vid förhöjda temperaturer | Hög materialkostnad; kräver noggrann spånevakuering |
| Kolstål 4140 | Axlar, kugghjul, verktygsfixturer | Hög hållfasthet, god bearbetbarhet före härdning | Mottaglig för korrosion; kräver ofta beläggning |
Proffstips vid beställning: begär alltid ett materialcertifikat (även kallat fabrikscertifikat eller certifikat om överensstämmelse) med dina delar. Detta dokument bekräftar att råvaran uppfyller den specificerade legeringssammansättningen och mekaniska egenskaperna – ett icke förhandlingsbart krav för flyg-, medicin- och försvarsförsörjningskedjor.
Precisionsbearbetade delar dyker upp där fel inte är ett alternativ eller där monteringsavstånden mäts i mikron. Följande industrier representerar de största och mest krävande användarna av CNC-precisionskomponenter.
Turbinblad, manöverkroppar, landningsställskomponenter och konstruktionsfästen kräver alla snäva geometriska toleranser och full materialspårbarhet. CNC-delar för flygindustrin är vanligtvis bearbetade av aluminiumlegeringar, titan och högtemp nickellegeringar. AS9100 kvalitetsledningscertifiering är grundkravet för leverantörer inom denna sektor.
Kirurgiska instrument, ortopediska implantat och diagnostiska utrustningshöljen måste uppfylla ISO 13485 kvalitetsstandarder och, för implanterbara enheter, fullständiga biokompatibilitetskrav. Medicinska CNC-precisionsdelar är ofta gjorda av 316L rostfritt stål eller titan Grade 5, och de kräver renrumshantering, gradfria kanter och spårbarhet tillbaka till råvarans värmetal.
Motorkomponenter, transmissionsdelar, upphängningslänkar och bromssystemkomponenter är beroende av precisions CNC-bearbetning för dimensionell överensstämmelse över stora produktionsvolymer. I motorsporttillämpningar pressar viktminskning material mot aluminium och titan, medan toleranser på lagerhål och ventilsäten hålls till ±0,005 mm eller bättre.
Robotar för hantering av halvledarskivor, PCB-testfixturer och kylflänsenheter kräver icke-magnetiska, dimensionsstabila precisionskomponenter. Aluminium och PEEK används i stor utsträckning här. Planhet och parallellitetstoleranser på matchande ytor specificeras ofta i det ensiffriga mikronområdet för att säkerställa korrekt termisk kontakt eller elektrisk isolering.
Robotkopplingar, servomotorhus, linjära rörelsevagnar och ändeffektorkomponenter är precisionsbearbetade för att bibehålla positionsnoggrannheten under miljontals cykler. Varje dimensionell lutning i en bearbetad fog översätts direkt till positionsfel vid verktygsspetsen, vilket är anledningen till att precisions CNC-komponenter är grundläggande för prestanda hos moderna industrirobotar.

Att välja leverantör för precisions CNC-bearbetningsdelar är ett kvalitetsbeslut lika mycket som ett prisbeslut. En låg offert från en butik som inte har utrustning eller kvalitetssystem för att hålla dina toleranser kommer att kosta mer i avvisade delar, förseningar och återköp än en något högre offert från en kompetent partner. Här är vad du ska titta på:
Den enskilt största hävstången på kostnaden för precisions CNC-bearbetade delar är själva ritningen. Ingenjörer som förstår bearbetningsbegränsningar kan designa delar som är snabbare att producera, lättare att inspektera och mindre benägna att generera skrot – utan att ge upp någon funktionell prestanda.
En av de vanligaste kostnadsfaktorerna för precisionsdelar är övertolerans. Om en ±0,050 mm tolerans är funktionellt tillräcklig, fördubblar eller tredubblar utropet ±0,005 mm bearbetningstiden och utlöser ytterligare inspektionssteg. Spara snäva toleranser för funktioner som faktiskt passar ihop med andra komponenter, bär laster eller skapar tätningsytor. Allt annat ska bära den lösaste toleransen som fortfarande fungerar.
Djupa fickor med små golvradier kräver pinnfräsar med liten diameter, som är ömtåliga, långsamma och dyra att köra. En ficka som är 50 mm djup med 1 mm hörnradie kan kosta fem gånger mer att bearbeta än samma ficka med 3 mm hörnradie. När det är möjligt, utforma interna radier för att matcha standardverktygsdiametrar och begränsa förhållandet mellan djup och bredd till högst 4:1.
Varje gång en del lossas och placeras om finns det risk för ackumulerade positionsfel. Om en del kan bearbetas helt i en eller två uppsättningar istället för fyra, blir den mer exakt, snabbare att tillverka och billigare. Tänk på hur delen kommer att fixeras när du lägger ut funktioner på flera ansikten.
Icke-standardiserade gängformer och udda håldiametrar kräver specialverktyg som maskinister kanske inte har i lager. Standardisering till vanliga metriska eller enhetliga gängstorlekar (M3, M4, M6 eller #4-40, #6-32, 1/4-20) håller verktygskostnaderna låga och ledtiderna korta. Samma logik gäller för brotschade hål — genom att specificera en standard brotschdiameter som 6H7 eller 8H7 undviks anpassade verktygsbeställningar.
Råbearbetat aluminium oxiderar. Stål rostar. Även rostfritt stål kan korrodera i aggressiva miljöer. Efterbearbetning är där ett bearbetat ämne blir en produktionsklar del, vilket ger korrosionsbeständighet, slitstyrka, hårdhet eller kosmetisk finish.
En precisionsbearbetad del är bara så bra som mätningen som bekräftar att den ligger inom toleransen. Kvalitetskontroll i en seriös CNC-precisionsbutik är inte en sista dörr i slutet av produktionen – den är invävd i varje steg.
Inspektion under process använder sonderingssystem på själva verktygsmaskinen för att mäta kritiska egenskaper mitt i cykeln och automatiskt kompensera för verktygsslitage. Detta fångar avdrift innan det producerar en sats av delar som inte tål tolerans. Inspektion utanför maskinen använder CMMs (koordinatmätmaskiner) för att verifiera komplex 3D-geometri mot den ursprungliga CAD-modellen, vilket ger en formell inspektionsrapport med faktiska kontra nominella dimensioner för varje kritisk funktion.
För reglerade försörjningskedjor inkluderar ett fullständigt kvalitetspaket vanligtvis: dimensionsinspektionsrapporter, materialcertifikat, ytbesiktning (ytråhetsmätningar, visuell inspektion för grader) och ett certifikat om överensstämmelse undertecknat av en kvalitetsingenjör. Vissa kontrakt kräver också data för statistisk processkontroll (SPC) som visar att produktionsprocessen är stabil under hela körningen – inte bara att en handfull provdelar var inom toleransen.

Fenglan är Tillverkare av elektriska precisionsdelar i Kina, Tillverkare av precisionsdelar för fordon och Leverantörer av industriella precisionsdelar. Din pålitliga partner inom tillverkning av delar och komponenter sedan 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Sekretess
Sekretess



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






